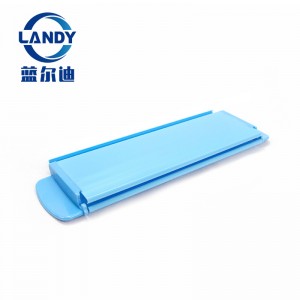
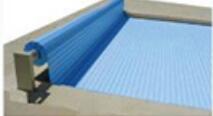
ポリカーボネートプールカバー溶接機
Landyと他社のシーリング技術の対比
| ブランド | ランディ | 他の | 他の |
| プロセス | 高温ホットメルトプロセス | 高周波溶接プロセス | 接着シール工程 |
| 処理時間 | 高温ホットメルトプロセス、短い冷却時間、わずか 10 秒 | 高周波溶接プロセス、短い冷却時間、わずか 10 秒 | 接着剤を注入して固定、硬化時間が長く、10時間以上かかる |
| 美学 | 溶接点のラインは1本のみ、すっきりと美しい | 清楚で美しい | 注入される接着剤の量は制御が難しく、審美性にわずかな影響があります |
| シーリング効果 | 強固な溶接、ガタなし、水の浸入なし | ゆるみや水の浸入がしやすい | 膨らみやすくスラットが割れやすく、水が入りやすい |
| 抗菌 | 密閉性が高く、内部に湿気がなく、抗菌性に優れています。 | 水に入りやすく、微生物が繁殖しやすい | 水に入りやすく、微生物が繁殖しやすいt 接着剤は微生物によるカビです |
| 老化現象 | アンチエイジング剤を追加、強力なアンチ-エージング | 水が入りやすく、老化を早める | 接着剤は老化しやすく、黄ばみやすく、外観とシール効果に影響します |
| 写真 |
|
|
|
| 包括的 仮定 | ★★★★★ | ★★★ | ★★ |


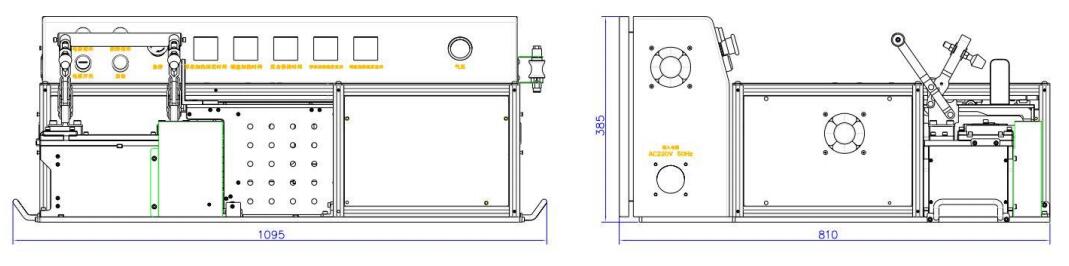
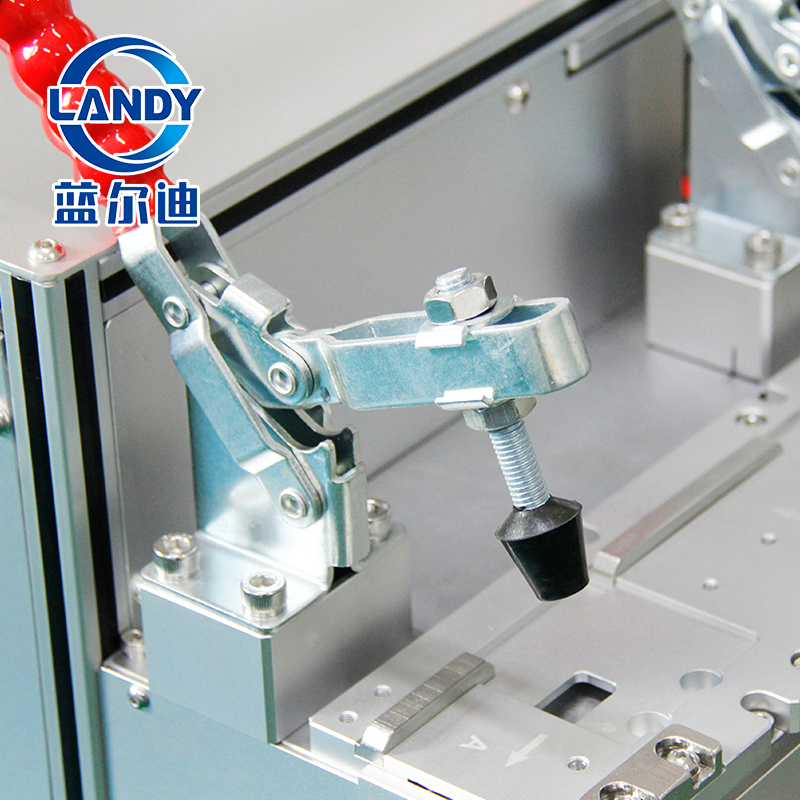
ヒートシール機の詳細



スラットのサイズ(mm)
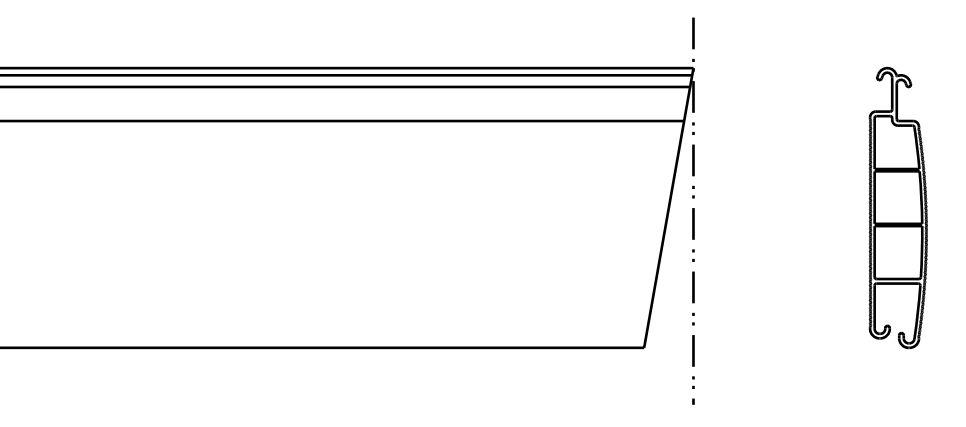
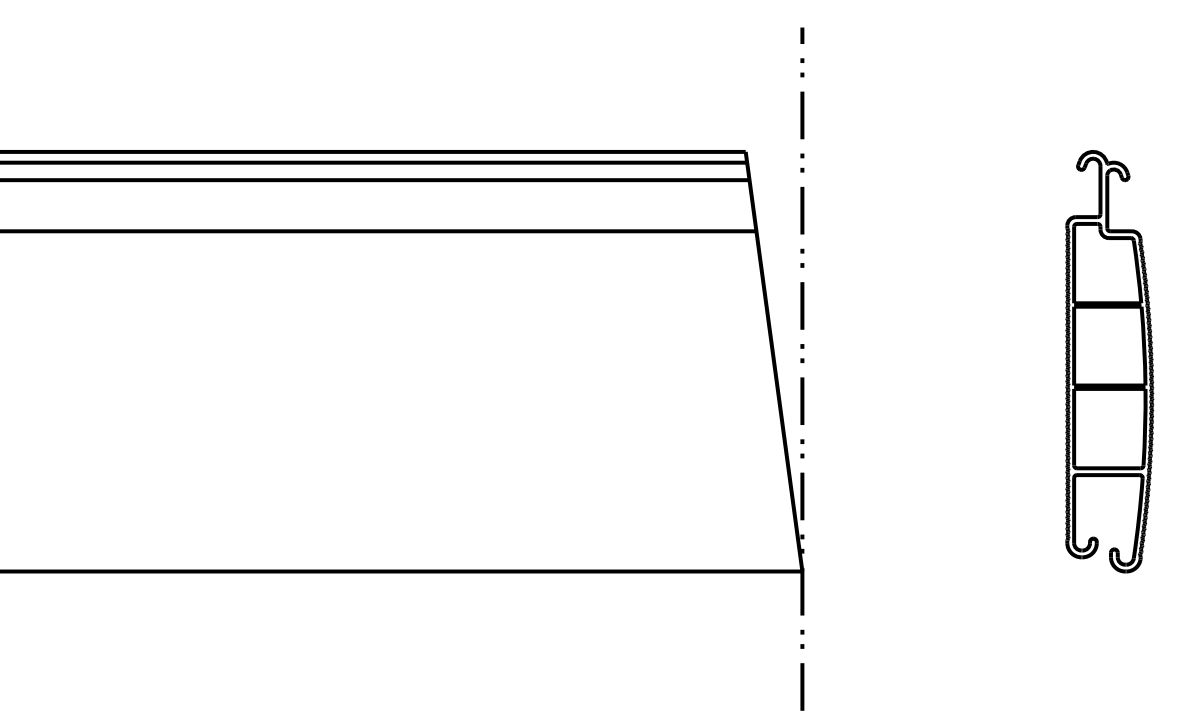
1. スラット切断公差(長さ):L1 mm
2. スラットの切断プロファイルは平らである必要があります。そうでない場合は、次の写真が示すように、溶接に影響を与え、スラットとエンドの間の溶接部分が十分に固くならず、水が漏れやすくなります。


3.切断後、スラットの内外で断片をきれいにする必要があります
スラットとエンドの溶接
1.仕上げ溶接サイズ(mm)
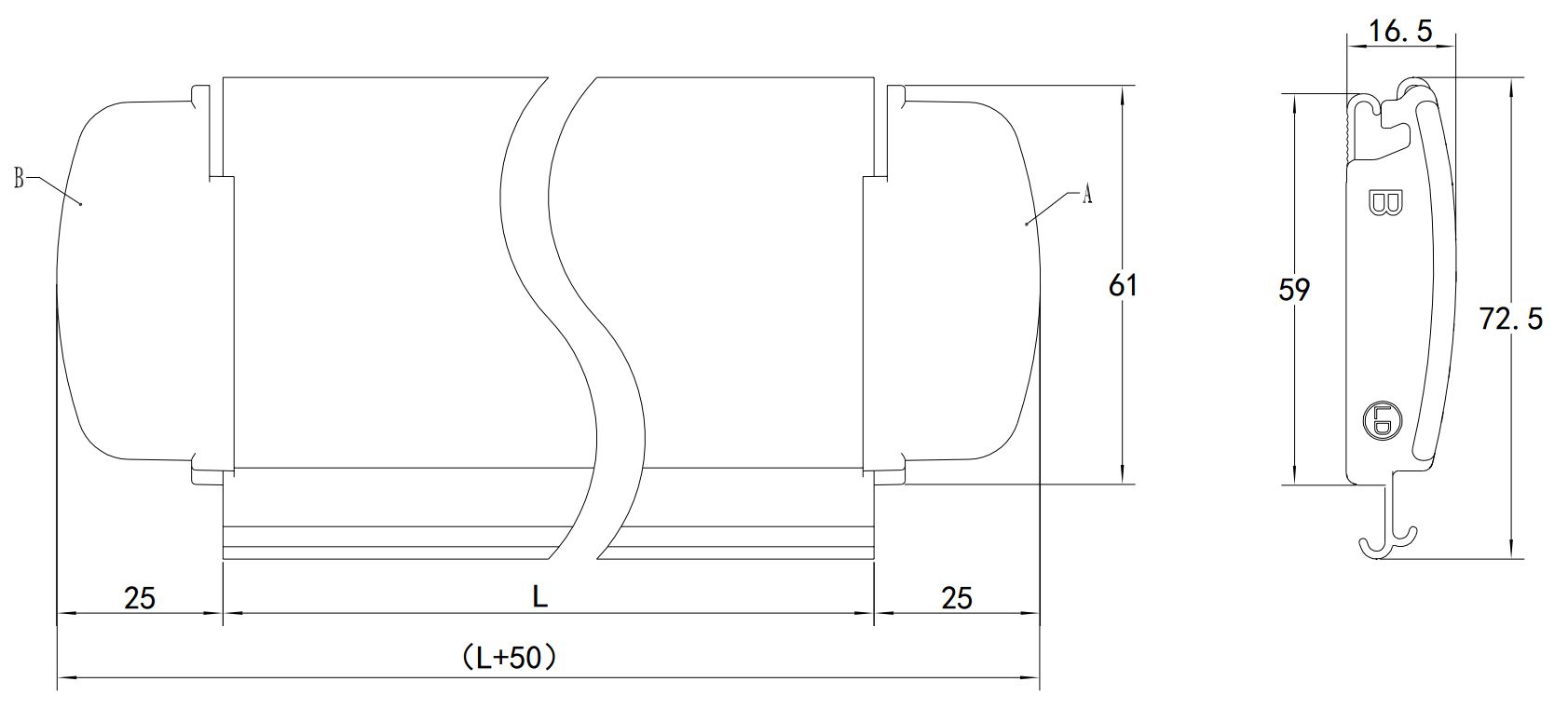
2. スラットとエンド間の溶接アセンブリの溶接強度試験、水密試験
検出頻度:初品検査、生産時の定期抜き取り検査
検出方法:
①溶接強度:溶接部分を勢いよく折って、端が緩んで脱落するかどうかを確認します。
② 水密試験:溶接部を水中に投入し、一定時間浸す。スラットに水が入っているか目視で確認。
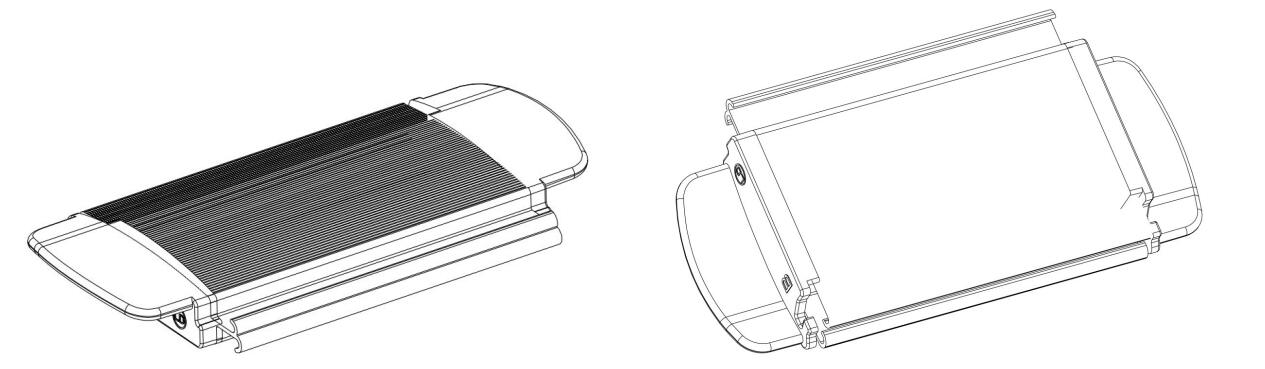
3.写真が示すように溶接アセンブリ
ここにあなたのメッセージを書いて、私たちに送ってください